1、引言
毛纺工艺较复杂,各工序所用的设备品种、规格较多,主要的毛纺机械分为精梳毛纺机械和粗梳毛纺机械两大类,精梳毛纺机械有洗毛机、和毛机、梳毛机、精梳机、针梳机、粗纱机、细纱机等。粗梳毛纺机械有和毛机、粗纺梳毛机、环锭细纱机、立锭细纱机等,其中洗毛机、和毛机目前使用的电控系统较简单、单电动机传动、不变速和简单变频调速,而梳毛机、精梳机、粗纱机、细纱机、立锭细纱机等近年来自动化技术水平发展较快,普通推广应用了变频调速、计算机、可编程控制技术等,并取得了较好效果,本文主要介绍变频器在精纺梳毛机、毛粗纱机和毛细纱机上的应用例。
2、半精纺梳毛机
半精纺梳毛机用于化纤仿毛半精纺制条,满足纤维的精细梳理要求,主要设备组成为:自动喂毛机→开毛辊→后饧林→后道夫→除草装置→主饧林→前道夫→自动换筒圈条器。
主要技术特征为:
*工作幅宽(m):2或2.5;
*出条速度(m/min):最高35-40;
*电子称重精度(g):1;
*最大称重量(kg):1。
2.1 传动及变频器的选型
自动喂毛机的钭帘、平帘为单独交流异步电动机传动、变频调速,开毛锟、后饧林、后道夫、除草装置、主饧林等为一台主电动机通过边轴加减速器统一传动,即采用机械速比来保证各单元之间的工艺速比、主电机为交流异步电动机采用变频调速。前道夫、圈条器为单独交流电动机传动、变频调速。
该机在整个加工过程中,负载基本不变,属恒转矩负载,对调速精度有较高要求,需保持前、后各单元机所要求的速度比不变,因而应选用无速度传感器矢量控制变频器,并配置有RS-485通信口,以便于与PLC通信。
PLC可编程控制器可选用S7-226CPU,24输入、16输出共40个数字量I/O点,2个RS485通信口,6个独立的30kHz高速计数器,满足本系统需要。
2.2 控制系统
该机为可编程控制器PLC控制,变频调速、触摸屏操作显示如图1所示。
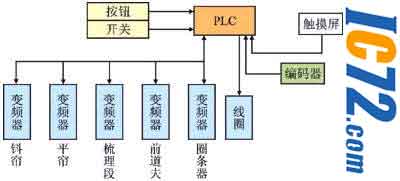
图1 半精纺梳毛控制系统原理框
PLC的一个通信口(如PORT1)以自由口方式与变频器的PS485通信口进行串行通信连接、PLC的另一个通信口(如PORTO)以PP1协议与触摸屏通信,完成工艺参数的设定、修改、数据显示。
PLC的功能主要有:
(1)与触摸屏通信,完成工艺参数的设定、修改、查询和数据统计显示故障诊断;
(2)与变频器通信,完成控制斜帘、平帘变频器(含电动机)的起动、运行速度和停止;
(3)控制喂毛帘、剥毛辊、毛斗电动机的起、停等逻辑控制;
(4)计算功能:自动喂毛机的自调匀整系将每斗所称的毛的实际重量与工艺设定的重量通过触摸屏送至PLC进行比较,根据重量偏差值经计算后调整喂毛时间即延长或缩短喂毛时间,以保证单位时间内喂入的毛料基本相等,起到了自调匀整的作用。
(5)控制自动换筒动作,当满筒信号(编码器脉冲计达设定值时)送至PLC,PLC控制换筒电磁阀动作,带动气动换筒机构将满筒推出,并拨进空筒,完成自动换筒。
触摸屏的主要功能是工艺参数的设定、修改、查询和显示,全机的操作和故障诊断显示等设定修改和查询的工艺参数主要有:
*称重―每次喂入量;
*定重―梳毛机出机毛条每米的重量;
*满筒长度―每筒出条毛条长度;
*日期和时间;
*道夫与平帘之间的速比;
*左右称重量不对称最大值。
显示的工艺参数主要有:称重、定重、出条速度、毛条长度、各班产量、最近20称喂入不匀率,当前时间和日期以及各频器输出电压、电流和频率等。
自诊断功能主要有:
诊断左、右皮重超重、喂入不足、喂入超时、左右称重量不对称超限、推毛超时未到位、推毛复位超时不到位、电动机过热(热继电器动作)、平帘、斜帘变频器故障等。
3、毛纺粗纱机;
适用于纯毛,人造纤维和合成纤维的纯纺或混纺。该机为悬锭毛纺粗纱机。其主要技术特征有:
*牵伸倍数4~20;
*捻度范围10~40捻/米;
*最高纺纱转速1200r/min。
3.1 电气传动和变步器的选型
主电机10kW交流异步电机传动,变频调速;
卷绕电机5kW交流异步电机传动,变频调速;
龙筋升降电机0.55kW交流异步电机传动,变频调速;
该机主传动电动机的负载属恒转矩负载,即在各种不同运转速度下,所需转矩不变(或基本不变)。恒转矩负载的功率为:
P=ML•n/9550 (1)
可见,恒转矩负载的功率P与转速n成正比。
式(1)中,转矩M1为折算到电动机轴上的转矩,其单位是N•M,转速的单位r/min,功率P的单位是kW。
卷绕电动机负载的属恒功率负载,即在各种不同运转速度下,所需功率不变(或基本不变),其机械特性(转矩与转速的关系曲线)呈双曲线,恒功率负载的阻转矩为:
ML=9550P/n (2)
即恒功率负载的阻转矩ML与转速n成反比。负载的恒功率特性实际上是在一定的速度范围内,因为当速度很低时,受机械强度等的限制,阻转矩ML不可能无限增大,因而实际上,在很低的速度下,恒功率负载将转变为恒转矩负载。
龙筋升降电动机的负载类似起重机负载,龙筋运动为升降往复变化,负载经重往复变化,该类负载电动机应配置直接转矩控制变频器或采用伺服电动机驱动。但因龙筋升降电动机功率小,负载轻,选用矢量控制变频器,采用变频调速也可。
主传动变频器宜选用矢量控制变频器,而卷绕变频器宜选用直接转矩控制变频器。
3.2 控制系统
采用PLC控制,完成粗纱的卷绕成形及牵伸、加捻的同步运行,选用高精度的张力传感器在线检测粗纱张力。该信号送至PLC经数据处理和运算后控制变频器输出频率,调节卷绕电动机的转速以保证粗纱张力稳定,如图2所示,通过旋转编码器检测捻度齿轮的参数和龙筋升降动程变化量,数据经PLC数据处理和运算后控制龙筋的升降。

图2 粗纱张力控制原理框图
采用触摸屏设定纺纱品种,粗纱质量、捻度、锭翼转速以及纺纱定长等参数,通过PLC自动控制卷绕张力的大小以保证最少断头的锭翼转速等的匹配关系,显示机器的运行状态,提示故障方式和故障位置,实现人机对话,控制系统如图3所示。
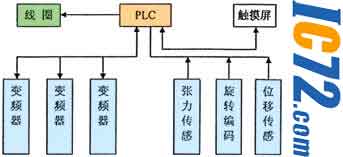
图3 毛纺粗纱机控制系统原理框图
图3中,变频器分别为主电动机、卷绕电动机和龙筋升降电动机调速变频器,线圈为接触器线圈。
4、毛细纱机
适用于纤维平均长度为60~100mm的羊毛、毛型化纤的纯纺或混纺
主要技术特征:
锭数(锭)504、492、480、456等;
锭速(r/min):10000-17000。
4.1 电气传动和变频器选型
全机主传采用15kW(对456锭)交流异步电动机传动,变频调速。钢领板升降电机380v,180w,吸风电动机2.2kW、3kW各1台。
毛细纱机主传动为恒转矩负载,对调速精度要求较高,宜选用无速度传感器矢量控制变频器为宜。
4.2 控制系统
F2520型毛细纱机采用可编程控制器PLC通过变频器控制电动机调速,使全机速度按预先设定的纺纱曲线运行。系统主要由PLC、触摸屏、变频器、定位控制模块和伺服系统等组成。框图如图4所示。

图4 毛细纱机控制原理框图
本机采用电子凸轮取代传统的机械式凸轮,使钢领板的升降更为平稳。电子凸轮由定位模块(如西门子EM253模块)和伺服电机及其驱动器等组成。
5、结束语
毛纺机械种类较多,工艺性强,近年来自动技术化水平有了较大提高,然而,与其它纺织机械(如化纤机械、棉纺机械等)相比,应用变频调速,计算机技术还不够普及、水平还不够高。另外,还有不少毛纺机械至今仍未采用变频调速等高新技术。也就是说毛纺机械的技术改造工作量还较大,需要同行共同为毛纺机械技术水平的提升尽力。 |