1 Тэ СФ
»мәПКЗ№ММе»рјэНЖҪшјБЦЖФм№эіМЦРөДТ»ёц№Шјь№ӨРтЈ¬¶ФұЈЦӨІъЖ·ЦКБҝЈ¬МШұрКЗұЈЦӨ°ІИ«ЙъІъЈ¬КЗј«ОӘЦШТӘөДЎЈДҝЗ°№ъДЪ№ММеНЖҪшјБөД»мәПЙиұёҙу¶јК№УГБўКҪ»мәП»ъЎЈёГ»мәП»ъУРТ»¶ФҪ°Т¶Ј¬ЖдЦРҪьРДҪ°ОӘКөРДЈ¬Ф¶РДҪ°ОӘҝХРДЈ¬ТАҝҝБҪҪ°Т¶өДЧФЧӘәНФ¶РДҪ°О§ИЖҪьРДҪ°өД№«ЧӘ¶ФТ©Ҫ¬ҪшРРҪБ°иЎЈУЙУЪТ©Ҫ¬КЗОЈПХөДә¬ДЬІДБПЈ¬ФЪҪБ°и»мәП№эіМЦРҪ°Т¶¶ФТ©Ҫ¬ҪшРРј·С№ЎўјфЗРЈ¬Из№ыі¬№эТ©Ҫ¬өДҪБ°иёР¶ИЈ¬ҫН»біцПЦИјұ¬КВ№КЎЈОӘұЬГвКВ№К·ўЙъЈ¬РиТӘІвБҝҪ°Т¶ЙПөДС№БҰРЕәЕЈ¬ө«ІЙУГУРПЯөДІвБҝ·Ҫ·ЁОЮ·ЁКөПЦІвБҝДҝөДЎЈА¶САЎўZigBeeөИ¶МҫаАлОЮПЯјјКхөДіцПЦәН·ўХ№Ј¬К№ҙЛАаІвКФПөНіөДСР·ўіЙОӘҝЙДЬЎЈ
ОӘҙЛЈ¬ұҫОДЙијЖІўКөПЦБЛ»мәП»ъҪ°Т¶ЧҙМ¬өДФЪПЯјмІвПөНіЈ¬НЁ№эА¶САОЮПЯҙ«КдөД·ҪКҪҪ«Ҫ°Т¶ЙП№иОўС№ЧиС№БҰҙ«ёРЖчІЙјҜөҪөДРЕәЕ·ўЛНіцАҙЈ¬И»әуФЪ»мәП»ъНвҪУКХІўҪшРРҙҰАнЎЈПөНіөДКөПЦОӘКөКұЕР¶П»мәП»ъЙъІъ№эіМЦРөД°ІИ«ЧҙМ¬өм¶ЁБЛ»щҙЎЎЈ
2 ІвКФПөНіөДЙијЖ
ІвКФПөНіөДЙијЖ№эіМ°ьАЁ№иОўС№ЧиС№БҰҙ«ёРЖчөДСЎРНј°°ІЧ°ЎўОЮПЯҙ«КдКэҫЭ·ҪКҪөДКөПЦөИјёёц№Шјь»·ҪЪЎЈ
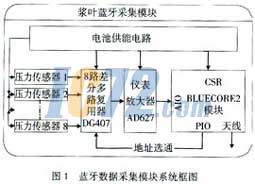
ОӘБЛ»сИЎҪ°Т¶ЙПөДС№БҰКэҫЭЈ¬УҰФЪ»мәП»ъФ¶РДҪ°әНҪьРДҪ°Ҫ°Т¶ЙПёч°ІЧ°ИфёЙёцОўРНС№БҰҙ«ёРЖчЈ¬ІўФЪҪ°Т¶ЦбЙПёч°ІЧ°Т»ёцА¶САІЙјҜЎў·ўЙдДЈҝйЈ¬ФЪ»мәП»ъ№шұЪНвІа°ІЧ°А¶САКэҫЭҪУКХДЈҝйЎЈПөНіөД№ӨЧч№эіМОӘЈәБҪёцА¶САІЙјҜДЈҝйНЁ№эДЈДвҝӘ№Ш·ЦКұСЎНЁС№БҰҙ«ёРЖчРЕәЕЈ¬ҫӯ№э·ЕҙуәНДЈКэЧӘ»»әуЈ¬НЁ№эА¶САОЮПЯҙ«КдјјКхҪ«Ҫ°Т¶С№БҰЧҙМ¬·ўЛНөҪ»мәП»ъ№шұЪөДА¶САҪУКХДЈҝйЙПЎЈФЪА¶САҪУКХДЈҝйЦРЈ¬Ҫ«БҪҪ°Т¶өД¶аВ·РЕәЕҪшРР»гЧЬЈ¬ФЩНЁ№эА¶САДЈҝйЙПөДRS422ҪУҝЪҪ«ЛщУРҙ«ёРЖчКэҫЭ·ўЛНөҪФ¶іМјЖЛг»ъЦРЈ¬¶ФКэҫЭҪшРРҙҰАнәНПФКҫЎЈА¶САІЙјҜДЈҝйУЙөзіШ№©ДЬЎўС№БҰҙ«ёРЖчЧйЎў¶аВ·СЎНЁ·ЕҙуәНА¶САНЁС¶өИјёІҝ·Ц№№іЙЈ¬Ҫб№№ИзНј1ЛщКҫЎЈ
»мәП»ъ№ӨЧчКұЈ¬Т»·ҪГжЈ¬Ҫ°Т¶УлҪ°Т¶Ц®јдөДјдП¶ҪцОӘ(3ЎА1)mmЈ¬Ҫ°Т¶Ул»мәП№шұЪЎў№шөЧјдП¶ТІОӘ(3ЎА1)mmЈ¬ІўЗТҪ°Т¶ФЪҪБ°и№эіМЦРГ»УРЛАЗшЈ»БнТ»·ҪГжЈ¬Ҫ°Т¶ОӘ№в»¬өДҪрКфЈ¬ҪБ°иөДОпЦК·ЗіЈрӨінЎЈТтҙЛЈ¬РиҪвҫцөДКЧТӘОКМвКЗС№БҰҙ«ёРЖчөДСЎФсәН°ІЧ°ЎЈ
ДҝЗ°СЎУГөДС№БҰҙ«ёРЖчОӘ№иОўС№ЧиКҪС№БҰҙ«ёРЖчЈ¬ЖдНЁ№эёчПтТмРФёҜКҙјјКхФЪөҘҫ§№иЙПЦЖФмС№БҰГфёРөҜРФДӨЈ¬ІЙУГ°лөјМејУ№Ө·ҪКҪЦЖФмЛДёцС№БҰГфёРөзЧиЈ¬№№іЙ»ЭЛ№НЁөзЗЕТФјмІвНвјУС№БҰұд»ҜЎЈ¶шёщҫЭҪ°Т¶өДМШКвРОЧҙЈ¬РиЦЖЧчМШ¶ЁөДИбРФөзВ·°еЈ¬Ҫ«С№БҰҙ«ёРЖчНЁ№эЛ«ҪрЛҝәёҪУјјКхәёҪУөҪИбРФөзВ·°еЙПЈ¬ІўАыУГ»·СхКчЦ¬¶ФИбРФөзВ·°еҪшРР№М¶ЁЈ¬№М¶ЁәуХыМеөДЧоҙуәс¶ИОӘ1.5 mmЈ¬ҝЙВъЧг»мәП»ъҪБ°иөДТӘЗуЎЈНј2ёшіцБЛС№БҰҙ«ёРЖчәёҪУЎў·вЧ°әуХіМщУЪҪ°Т¶ЙПөДР§№ыКҫТвНјЎЈ

ОЮПЯКэҫЭҙ«КдТІКЗЦЖФјПөНіКөПЦөДЖҝҫұ»·ҪЪЈ¬НЁ№э¶Ф¶аЦЦОЮПЯҙ«КдјјКхөД¶ФұИ·ЦОцЈ¬ҫц¶ЁСЎУГА¶САОЮПЯҙ«Кд·ҪКҪЈ¬СЎУГөДРҫЖ¬КЗCSR№«ЛҫөДBLUECORE2ЎЈХвЦчТӘКЗУЙУЪёГРҫЖ¬ДЪІҝјҜіЙБЛIЈҜOҝЪЎўДЈДвҝЪЎўI2CЎўUARTј°SPIөИ·бё»өДУІјюЧКФҙЈ¬ҝЙТФј«ҙуөШјт»Ҝ»мәП»ъДЪІҝКэҫЭІЙјҜДЈҝйөДМе»эЈ¬Н¬КұУРР§өШҪЪКЎ№ҰәДЎЈ
3 ІвКФҪб№ыј°·ЦОц
ІвКФПөНіЙијЖНкіЙәуЈ¬ұШРлҫӯ№эұк¶ЁІЕДЬ№»ҪшРРПЦіЎІвКФЎЈҝјВЗөҪөҘ¶А¶Фҙ«ёРЖчҪшРРұк¶ЁТміЈА§ДСЈ¬ТтҙЛІЙУГөДКЗХыПөНіұк¶ЁөД·ҪКҪЎЈКЧПИҪ«°ІЧ°УРС№БҰҙ«ёРЖчөДИбРФөзВ·°е·ЕИл¶ЁЦЖөДұк¶ЁЙиұёЈ¬И»әуЦрҪҘјУС№Ј¬С№БҰҙ«ёРЖчөДКдіцҫӯА¶САКэҫЭІЙјҜЎў·ўЙдДЈҝйҙҰАнәу·ўЙдіцАҙЈ¬И»әуНЁ№эА¶САҪУКХДЈҝйҪУКХКэҫЭІўПФКҫЎЈТтҙЛЈ¬ЧоЦХПФКҫөДС№БҰКэЦөЈ¬КЗҝјВЗөҪХыёцПөНіОуІоәуөДКдіцҪб№ыЈ¬Ҫ«ЖдәНұкЧјС№БҰҙ«ёРЖчөД¶БКэҪшРР¶ФұИ·ЦОцЈ¬јҙҝЙөГөҪХыёцІвКФПөНіөДРФДЬЦёұкЎЈ
ұк¶ЁКөСйөДПЦіЎәНІвКФПөНіөД№ӨЧч»·ҫіАаЛЖЈ¬Нј3ОӘС№БҰҙ«ёРЖчұк¶ЁЧ°ЦГНјЎЈНј4ОӘПөНі№ӨЧчКұЈ¬Ф¶іМјЖЛг»ъЙПІЙјҜИнјюөДПФКҫ»ӯГжЈ¬ҪзГжҝЙН¬КұПФКҫІвКФПөНіЛщУР34В·ҙ«ёРЖчөДКэҫЭЎЈСЎИЎЖдЦРөД5ёцС№БҰҙ«ёРЖчКдіцЗъПЯҪшРРПЯРФДвәПЈ¬ёчёцС№БҰҙ«ёРЖчөДПЯРФ¶И·ЦұрОӘ1.39ЈҘЈ¬2.07ЈҘЈ¬1.03ЈҘЈ¬3.02ЈҘЎЈ1.39ЈҘЈ¬Ҫб№ыИзНј5ЛщКҫЎЈ

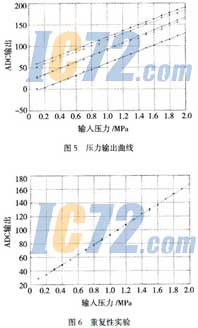
СЎИЎДіС№БҰҙ«ёРЖчФЪН¬өИМхјюПВЈ¬ҪшРРЦШёҙРФКөСйЈ¬ҝЙөГөҪНј6ЛщКҫөДҪб№ыЈ¬БҪҙОІвБҝөДҪб№ы»щұҫЦШәПЈ¬ҝЙјыІвКФПөНіөДЦШёҙРФІ»ҙнЈ¬ТтПЦіЎМхјюПЮЦЖЈ¬І»ДЬҪшРР¶аҙОІвБҝЈ¬ТтҙЛОЮ·ЁөГөҪЦШёҙРФөДҫЯМеЦёұкЎЈ
НЁ№эКэҫЭ·ЦОцҝЙЦӘЈ¬СЎУГөД№иОўС№ЧиС№БҰҙ«ёРЖчФЪұкЧјҙуЖшС№ПВөДіхКјЦөІўІ»Т»ЦВЎЈө«НЁ№эұк¶ЁҪб№ыҝЙЦӘЈ¬ёчёцС№БҰҙ«ёРЖчөДПЯРФ№ШПө»щұҫТ»ЦВЎЈ
4 ҪбВЫУлёДҪш
ФЪұҫПөНіөДЙијЖ№эіМЦРЈ¬Тт»мәП»ъМе»э·ҪГжөДФӯТтЈ¬СЎФсБЛЗ¶ИлКҪА¶САөҘРҫЖ¬·Ҫ°ёЎЈНЁ№эПЦіЎІвКФөДҪб№ыҝҙіцЈ¬ІвКФПөНі»щұҫНкіЙБЛІвКФИООсЎЈө«КЗТтОӘА¶САРҫЖ¬ЦРФЛРРБЛҙуБҝөДРӯТйИнјюЈ¬·ЦЕдёшДЈДвҝЪКэҫЭІЙјҜөДКұјд·ЗіЈУРПЮЈ¬өјЦВұҫДЈҝйөДКэҫЭІЙјҜЛЩ¶ИҪПВэЈ¬ІўЗТА¶САРҫЖ¬ЙПөДДЈДвҝЪОӘ8О»Ј¬ҫ«¶ИУРПЮЎЈТтҙЛФЪәуРшөДҙуИЭБҝ»мәП»ъІвКФПөНіЙијЖЦРЈ¬ҝЙСЎФсА¶САЦч»ъ-Цч»ъҝШЦЖЖчөДУҰУГДЈКҪЎЈЦч»ъҝЙУЙөҘЖ¬»ъ»тARMКөПЦЈ¬УГУЪёәФр¶аВ·С№БҰҙ«ёРЖчөДРЕәЕөчАнәНКэҫЭІЙјҜЈ¬ІўҪ«ІЙјҜөҪөДЛщУРС№БҰҙ«ёРЖчКэҫЭНЁ№эHCIҪУҝЪУлА¶САЦч»ъҝШЦЖЖчұЯРРКэҫЭНЁС¶Ј¬КэҫЭөДОЮПЯҙ«КдУЙА¶САЦч»ъҝШЦЖЖчНкіЙЎЈХвЦЦЙијЖ·Ҫ·ЁХјУГөДМе»э»бУРЛщФцјУЈ¬ЛщТФУҰФЪМе»эФКРнөДМхјюПВҪшРРЎЈ