0ЎЎТэЎЎСФ
ЎЎЎЎ
Діі§УЪ1995ДкґУЙПєЈТэЅшТ»МЧSLЎЄI2РНЙПТэ·ЁОЮСхНІДБ¬Цэ»ъ»ъЧйЈ¬УГУЪЙъІъ¦µ14.4 mmНЦэёЛЈ¬ёГЙи±ёЙъІъБчіМКѕТвНјИзНј1ЛщКѕЎЈ
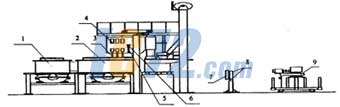
1 ИЫ»ЇВЇЎЎ2 ±ЈОВВЇЎЎ3 Ѕбѕ§ЖчЎЎ4 ТэёЛ»ъ№№ЎЎ5 НТєёЎЧУ
6 ТєО»ёъЧЩЎЎ7 µјВЦЎЎ8 КХПЯПЮО»їЄ№ШЎЎ9 КХПЯЧ°ЦГ
Нј1ЎЎОЮСхНёЛВЇ№¤ТХБчіМКѕТвНј
Ж乤ТХ№эіМЈєЅ«µзЅвН°ејУИл300 kg№¤ЖµёРУ¦ИЫ»ЇВЇЈ¬НµДИЫµгОЄ1063 ЎжЈ¬НЁµзєуёРУ¦јУИИґпµЅИЫ»ЇНБПµДДїµДЎЈИЫ»ЇµДНТєѕ№эБЅВЇЦ®јдµДПБРЎµДИЫ№µЅшИл±ЈОВВЇЈ¬ѕ№э±ЈОВ,№¤ТХТЄЗуОЄЈЁ1150ЎА3Ј©ЎжЈ»¶шєуУЙТэёЛ»ъ№№АыУГЅбѕ§ЖчАдИґЛ®АдИґїШЦЖТэіцНёЛКµПЦБЛНёЛµДЙъІъЈ»ЧоєуУЙКХПЯ»ъ№№Ѕ«НёЛЕМіЙИ¦№©ПВТ»µА№¤РтК№УГЎЈ
ФЪµјПтВЦєНКХПЯ»ъЦ®јд°ІЦГБЛТ»МЁПЮО»Ч°ЦГЎЈЛьУЙЙПЎўПВБЅёцПЮО»їЄ№ШЧйіЙЈ¬µ±НПЯС№ПтПВПЮО»їЄ№ШК±ѕНК№КХПЯ»ъ¶ЇЧчЈ¬КµПЦКХПЯЎЈµ±НПЯПтЙПС№ЙППЮО»Іў№ШК±Ј¬КХПЯ»ъНЈЦ№ЎЈКХПЯ»ъУЙјхЛЩ»ъЎўіЙИ¦Ч°ЦГЎўЧЄЕМЧ°ЦГµИЧйіЙЎЈНёЛІЙУГБЅЧйјРЅфВЦКдЛНЈ¬ґпµЅіЙИ¦КХПЯЎЈ
ФЪБ¬Цэ»ъЙПЙиЦГТєО»ёъЧЩ»ъ№№ЎЈФЪёЎЧУёЛ¶Ґ¶Л°ІЧ°УЙЙПЎўПВБЅёцПЮО»їЄ№ШЧйіЙµДПЮО»Ч°ЦГЎЈµ±ВЇДЪТєО»ПВЅµК№ёЎЧУёЛПВС№ПВПЮО»їЄ№ШК±Ј¬їШЦЖµзВ·ЅУНЁЈ¬Ѕ»Бчµз»ъНЁ№эОПВЦјхЛЩЖчЗэ¶ЇЛїёЛЈ¬АыУГµз»ъХэ·ґЧЄАґКµПЦ°ІЧ°°еµДЙПЙэєНПВЅµЎЈ
УЙУЪёГМЧ»ъЧйБ¬РшІ»јдРЄЙъІъЈ¬ПаУ¦µДРРіМїЄ№ШЖµ·±¶ЇЧчЈ¬ґУ¶шФміЙ»ъРµКЅРРіМїЄ№ШµДТЧЛрЈ¬І»ЅцУ°ПмХэіЈЙъІъЎўЅµµН№¤ЧчР§ВКЎўФцјУО¬РЮБїЈ¬¶шЗТФміЙЙъІъЙи±ёµДЛр»µЈ¬ёш№¤і§ґшАґѕјГЛрК§ЎЈАэИзЈ¬µ±КХПЯПВРРіМїЄ№ШЅУНЁ¶шОЮ·ЁёґО»К±Ј¬КХПЯЅ»Бчµз»ъКјЦХ¶ЇЧчОЮ·ЁНЈЦ№Ј¬ФміЙНёЛАБ¦№эґуК№ПЮО»Ц§јЬ±дРОЈ¬ОЮ·ЁХэіЈ№¤ЧчЈ¬БнНвЈ¬ТєО»ёъЧЩїЄ№ШЛр»µєуОЮ·ЁЧФ¶ЇёъЧЩНВЇТєО»µД±д»ЇЈ¬І»КЗФміЙЅбѕ§ЖчНСАлТєГжРОіЙ¶ПёЛ¶шіцПЦ·ПЖ·Ј¬ѕНКЗЅбѕ§ЖчЅюИлТєО»№эЙо,±ЈОВВЇНТєОВ¶ИОЄЈЁ1150ЎА5Ј©ЎжЈ¬ј«ТЧЙХ»µЅбѕ§Жч»¤МЧЈ¬СПЦШК±»бК№Ѕбѕ§ЖчЦРАдȴˮй©¯ДЪІъЙъ±¬ХЁКВ№КЎЈУ¦і§·ЅЦ®СыІЙУГ№вµзјјКх¶ФФЙи±ёЅшРРёДФмЎЈ
1ЎЎёДЅшґлК©
1Ј®1ЎЎКХПЯПЮО»Ч°ЦГµДёДЅш
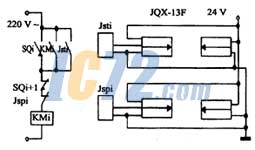
ФЪКХПЯЧ°ЦГµДЙПЎўПВЈЁїїЅьФРРіМїЄ№Шґ¦Ј©ёчЧ°Т»¶ФE20ЎЄD5B3РНємНвПЯ№вµзїЄ№ШЈЁ№вµзґ«ёРЖчЈ©Ј¬ЛьАыУГ±»ІвОпМе¶ФємНвПЯ№вКшµДХЪ№вЈ¬УЙН¬ІЅ»ШВ·СЎНЁ¶шјмІвКЗ·сНЁ№эЎЈЅ«ґЛґ«ёРРЕєЕЅУµЅРЎРНјМµзЖчJQX-13FµДРЕєЕКдИл¶ЛЈ¬ґУ¶шКµПЦБЛ·ЗЅУґҐКЅКХПЯПЮО»їШЦЖЎЈФЧ°ЦГїШЦЖјтНјИзНј2ЛщКѕЎЈёДЅшєуїШЦЖјтНјИзНј3ЛщКѕЈ¬ЛьѕЯУРЛ«±ЈПХЧчУГЈЁјґ№вµзїЄ№ШУлРРіМїЄ№ШѕщДЬУРР§¶ЇЧчЈ©ЎЈ

Нј2ЎЎКХПЯФїШЦЖјтНј
Нј3ЎЎёДЅшєуКХПЯїШЦЖјтНј
1Ј®2ЎЎ±ЈОВВЇТєО»ёъЧЩПЮО»Ч°ЦГµДёДЅш
ФЪФТєО»ёъЧЩЧ°ЦГЙПЅУЙПТ»ёцёЬёЛ»ъ№№Ј¬ЖдЦ§µг№М¶ЁФЪ»ъјЬЙПЈ¬ёЬёЛБнТ»¶Л¶ФУ¦·ЕЦГТ»¶Ф№вµзїЄ№ШЈЁC17ЎЄ3005NAРНјЇіЙ»ЇЦ±БчЅУЅьїЄ№ШЈ©Ј¬µ±ТєО»ЙПЙэК±Ј¬ёЎЧУёЛПаУ¦±д»ЇК№УлЖдЅУґҐТ»¶ЛІъЙъО»ТЖЈ¬ёЬёЛБнТ»¶ЛНЖ¬ЅУЅьПВ№вµзїЄ№ШЈ¬№вµзїЄ№ШЅ«РЕєЕЛНЦБРЎРНјМµзЖчЈ¬УЙјМµзЖчКдіцБ¬ФїШЦЖПЯВ·µДПаУ¦¶ЛЈ¬ТФКµПЦ№вµзТєО»їШЦЖЎЈФРРіМїЄН·ЙПЎўПВјдѕаОЄ12 mmЈ¬№вµзЅУЅьїЄ№ШїШЦЖµДјдѕаОЄ10 mmЈ¬Н¬СщКµПЦБЛЛ«±ЈПХїШЦЖЎЈФїШЦЖПЯВ·јтНјИзНј4ЛщКѕЈ¬ёДЅшПЯВ·јтНјИзНј5ЛщКѕЎЈ

Нј4ЎЎТєО»ёъЧЩФПЯВ·јтНј
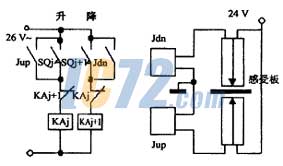
Нј5ЎЎёДЅшєуТєО»ёъЧЩФПЯВ·јтНј
2ЎЎЅбКшУп
№вµзїЄ№ШѕЯУРМе»эРЎЎўѕ«¶ИёЯЎўБйГф¶ИёЯЎўµзС№·¶О§їнЎўЦШёґ¶ЁО»ѕ«¶ИёЯЎўї№ёЙИЕДЬБ¦ЗїЎўУРј«РФУл¶МВ·±Ј»¤ЎўК№УГКЩГьі¤µИМШµгЎЈ№вµзїЄ№ШїШЦЖЧ°ЦГН¶ФЛТФАґЈ¬ИЎµГБЛГчПФµДР§№ыЈ¬ЦБЅсОґ·ўЙъИОєОТміЈЗйїцЈ¬УРР§µШИ·±ЈЙъІъХэіЈФЛРРЈ¬НкИ«¶ЕѕшБЛУЙ»ъРµКЅРРіМїЄ№Ш№¤Чч¶шФміЙµД±Ч¶ЛЈ¬КЬµЅУГ»§µДєГЖАЎЈѕКРіЎµчІй·ўПЦЈ¬¶аКэЙъІъНІДµДЦРРЎЖуТµЙъІъЙи±ёЦРИФІЙУГ»ъРµКЅРРіМїЄ№ШАґїШЦЖКХПЯУлТєО»ёъЧЩЈ¬ХвТ»ёДЅшјјКхѕЯУРНЖ№гјЫЦµЎЈ |